La modernización de un quemador ha proporcionado un funcionamiento más sólido con una reducción de las emisiones de NOx de un horno de procesamiento de crudo.
Zeeco ha tenido recientemente la oportunidad de trabajar con una gran refinería de la Costa del Golfo de EE.UU. en un proyecto de mejoramiento de quemadores para un horno de proceso de calentamiento de crudo. Los quemadores existentes tenían un diseño de emisiones convencional que utilizaba registros rotativos de acero al carbono diseñados para funcionar con aire de combustión ambiental de tiro forzado. Había un total de 16 quemadores instalados en el horno, que utilizaban un plenúm de aire común.
La refinería quería sustituir los quemadores existentes debido a los problemas de funcionamiento:
- Los registros rotativos del quemador original se habían vuelto inoperantes y estaban congelados en un ajuste.
- Incluso después de devolver los registros a una condición operable, volverían a congelarse en un corto período de tiempo debido a que el material de acero al carbono se oxida en la alta humedad y salinidad del aire de la Costa del Golfo.
Los quemadores existentes utilizaban un diseño de puntas múltiples para el funcionamiento con gas, y también tenían la capacidad de disparar combustibles líquidos. Durante las conversaciones previas al inicio del proyecto, la refinería indicó que eliminaría la capacidad de combustión de líquidos. La refinería también quería emplear un nuevo diseño de quemador de gas combustible que fuera más fácil de mantener y produjera menos NOx.
No habría tiempo suficiente durante el turno previsto cuando este proyecto de retroalimentación estaba programado para realizar cualquier modificación del suelo del horno. Por lo tanto, la solución propuesta no podría implicar ninguna modificación del suelo del horno ni del material refractario, y los quemadores retroadaptados tendrían que ajustarse al montaje del quemador existente en el horno.
A modo de resumen, las principales prioridades y objetivos de diseño para la modernización de los quemadores de los calentadores de crudo fueron los siguientes:
- Utilizar un diseño de registro de quemador que se monte en un plenum de aire común
- El diseño del registro del quemador debe estar construido con un material que resista la oxidación en la atmósfera de la Costa del Golfo
- El registro del quemador debe ser lo suficientemente robusto como para que pueda funcionar en un futuro previsible sin congelarse
- El quemador que se suministre debe encajar en la abertura del suelo refractario del horno existente sin necesidad de modificar el suelo
- La refinería prefirió utilizar la misma cantidad de quemadores (16) para evitar cualquier modificación del suelo que hiciera inviable el proyecto desde el punto de vista económico
- El quemador debe ser fácil de mantener para el personal de operaciones/mantenimiento
- El quemador debe estar diseñado para proporcionar una cierta reducción de las emisiones de NOx en comparación con los quemadores de emisiones convencionales actualmente instalados en el horno.
Después de revisar todos los requisitos mecánicos de la refinería, junto con todos los requisitos del proceso para el funcionamiento del quemador, se seleccionó el quemador GB de Chorro Sencillo de Zeeco como la mejor solución.
Características del diseño del quemador de chorro único GB
El quemador GB Single Jet se basa en un diseño de quemador de emisiones convencionales existente, con la incorporación de aire escalonado, combustible escalonado y recirculación interna de gases de combustión (IFGR) para reducir las emisiones. El quemador utiliza una punta de gas única que se dispara en un conjunto de cono, pero en lugar de disparar en la línea central del quemador, la punta y el cono están desplazados para disparar más cerca del diámetro interior de la teja del quemador (véase la figura 1).
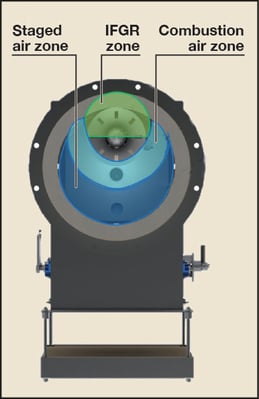
Figura 1. Garganta del quemador de un quemador GB Single Jet típico que muestra las diferentes zonas de aire de combustión
y de IFGR del quemador.
El diseño de la punta y el cono de gas desplazados permite que el quemador ponga en escena un porcentaje del aire de combustión en la garganta del quemador y genere IFGR en la base de la llama del quemador. La ubicación del conjunto de punta y cono de gas aumenta la cantidad de IFGR y ayuda a crear una zona de baja presión estable para maximizar la cantidad de IFGR en la zona de combustión. La introducción del IFGR permite reducir drásticamente la temperatura máxima de la llama en el núcleo de la misma. Como se muestra en la Figura 2, la reducción de la temperatura máxima de la llama reduce las emisiones térmicas de NOx. La configuración del quemador GB de chorro único, de diseño compensado, simplifica el funcionamiento y el mantenimiento y reduce las emisiones en comparación con un quemador de emisiones convencionales de gas bruto.
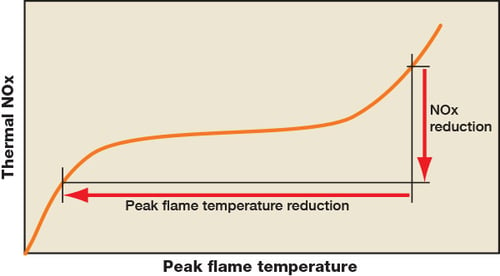
Figura 2. Temperatura máxima de la llama frente a la producción térmica de NOx.
Otra característica de diseño del quemador GB Single Jet es el tamaño compacto de los componentes del quemador. La mayoría de los quemadores de bajo NOx utilizan un mayor número de puntas de gas, una compleja geometría de tejas y portaflamas para proporcionar una llama de quemador estable que siga cumpliendo los requisitos de emisiones. El quemador GB utiliza una sola punta de gas y un conjunto de conos para cumplir los requisitos de emisiones. Además, la geometría de la teja para este quemador es normalmente una teja de lados rectos. Además de ser una forma de teja más rentable, la huella de la teja es menor que la requerida para un quemador típico de bajo NOx. La huella más pequeña de la teja simplifica las aplicaciones de reajuste en los montajes de quemadores de hornos existentes al eliminar la necesidad de costosas modificaciones del acero del suelo y del refractario.
Características mecánicas del quemador - Diseño de registro de aire diferente
Según las conversaciones mantenidas con el refinador, la principal característica mecánica del quemador que requería una mejora en el diseño y los materiales de construcción era el conjunto del registro de aire. Como se ha indicado anteriormente, el conjunto de registro de aire rotativo existente se había congelado en su posición, lo que impedía a la refinería hacer funcionar los quemadores según su diseño. El personal de mantenimiento de la refinería no tenía forma de controlar los quemadores para conseguir un funcionamiento eficiente del horno a largo plazo. Además, los registros rotativos congelados suponían un riesgo para la seguridad, ya que algunos quemadores tenían los registros rotativos congelados en una posición en la que no había suficiente aire para la combustión completa que entraba por el quemador.
Tras reunirse in sitio con el personal de la refinería, el equipo de diseño de quemadores de Zeeco seleccionó un registro de aire con paletas de entrada rotativas en lugar de registros rotativos para los quemadores de sustitución. La paleta de entrada rotativa era el mejor diseño porque se adaptaría a la abertura existente en el suelo del horno para el quemador y no dependía de un registro giratorio montado en un registro de aire fijo. Las paletas de entrada rotativas girarían alrededor de la línea central de la paleta en un cilindro estacionario dentro del plenúm de aire común. Este cilindro estacionario se soldaría a la placa frontal del quemador, donde se montarían los ejes del registro, los brazos de conexión, los engranajes de conexión y los cojinetes del eje de las paletas (véase la figura 3).
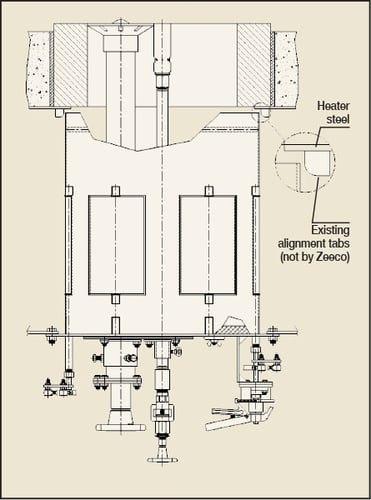 Figura 3. Pico de la temperatura de la flama frente a la producción térmica de NOx.
Figura 3. Pico de la temperatura de la flama frente a la producción térmica de NOx.
Se eligieron seis paletas de entrada para este diseño, ya que esto proporcionó el área abierta óptima para fluir suficiente aire de combustión y el exceso de aire para asegurar la combustión completa del combustible. Como se muestra en la figura 3, el quemador dispone de una única palanca de amortiguación que permite el ajuste simultáneo de todos los álabes de entrada del quemador. Cada aleta de entrada tiene un eje de amortiguación que está soldado a la línea central de la aleta, y este eje de amortiguación se proyecta a través de la placa frontal del quemador. Cada eje del amortiguador está conectado a la manija del amortiguador mediante el uso de brazos de enlace y engranajes. Cada eje del amortiguador tiene también un cojinete empacado que puede ser lubricado para asegurar el buen funcionamiento del amortiguador de entrada de la paleta durante la vida útil del quemador. La figura 4 muestra la vista inferior de la placa frontal del quemador para ilustrar mejor la configuración del registro de entrada de las paletas y los brazos de enlace que impulsan el movimiento del registro. Es importante señalar que esta es la vista de la placa frontal del quemador mirando directamente desde abajo cuando está montado en el ensamble del plenúm de aire común.
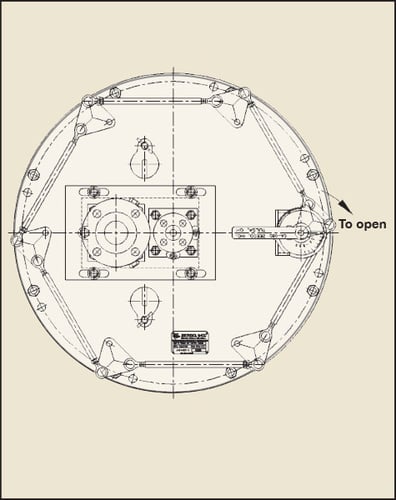
Figura 4. Vista de la placa frontal del quemador, tal como se ve desde abajo cuando se monta en el ensamble de la cámara común de aire.
Todos los registros de entrada de paletas se pueden accionar fácilmente con el ensamble de las manijas de la unica compuerta que se suministra (véase la figura 4). El ensamble de la manija de la compuerta se acciona por resorte y puede bloquearse en su lugar. La compuerta tiene 32 ajustes individuales entre la apertura total (ajuste número 8) y el cierre total (ajuste número 0). Esto proporcionaría al personal de operaciones de la refinería un mejor método para controlar el aire de combustión que entra en el quemador, y los ajustes individuales bloqueables permitirían 52 posiciones. 2017 www.eptq.com una consistencia en los ajustes del registro de aire de combustión de los 16 quemadores del horno.
Actualización de los materiales de construcción
Aunque el diseño mejorado del registro del quemador que utiliza el registro de entrada de paletas proporcionaría una solución más robusta, a la refinería le seguía preocupando que, sin mejorar los materiales de construcción, se pudiera enfrentar a problemas similares de congelación del registro en el futuro. Los registros rotativos originales del quemador estaban construidos con acero fundido y chapa de acero al carbono. Ninguna de las dos superficies estaba pintada, ya que se trataba de componentes internos del quemador instalados dentro de la cámara de aire común existente. Esto provocó que el diseño del registro del quemador existente se oxidara y se degradara por la alta humedad y ambiente salino de la Costa del Golfo de los Estados Unidos.
Tras las conversaciones mantenidas con el refinador, el equipo de diseño del quemador seleccionó el acero inoxidable 304 como material de construcción para el cilindro de aire estacionario, los álabes de entrada y los ejes del amortiguador de los álabes de entrada. El acero inoxidable austenítico de este tipo tiene una resistencia inherente a la herrumbre y la oxidación, lo que elimina la necesidad de pintar, o recubrir, cualquiera de los componentes del registro de aire de entrada de las paletas internas y reduce los costes de mantenimiento en el futuro.
Diseño de la boca del refractario del quemador para un fácil reacondicionamiento
El quemador GB de chorro simple es generalmente más pequeño en tamaño físico que otros quemadores de bajo NOx o ultra bajo NOx con la misma liberación de calor y caída de presión del lado del aire. Este tamaño de quemador se ajusta fácilmente a las dimensiones de montaje necesarias para la placa frontal del quemador al plenúm común de aire.
Después de revisar la instalación física de los quemadores existentes, el equipo del proyecto decidió reutilizar la placa de montaje de refractario existente ya colocada en el suelo del horno. Esta placa de montaje de refractario existente tenía instaladas unas pestañas de alineación para ayudar a posicionar el cilindro estacionario con los registros de entrada de las paletas para que estuvieran correctamente centrados con respecto a la abertura del suelo del horno y la boca de refractario del quemador.
El único problema al que se enfrentó el equipo del proyecto fue que la huella más pequeña del quemador elegido significaba que, mientras que el diámetro exterior de la boca de refractario existente era de aproximadamente 27 pulgadas, la boca de refractario del quemador necesaria para los nuevos quemadores sólo tendría un diámetro exterior de 23 pulgadas. Incluso con la placa del quemador más pequeña, los quemadores GB de Chorro Simple utilizarían la misma cantidad de caída de presión que el quemador existente. Si se modificara el diámetro de la garganta del quemador para poder utilizar un tamaño de refractario estándar, se reduciría la caída de presión a través del quemador, lo que dificultaría el control del flujo de aire de combustión del quemador y el exceso de aire. Para resolver este problema, el equipo optó por hacer la boca refractaria cilíndrica del quemador GB dos veces más gruesa de lo necesario para mantener el mismo diámetro exterior que el de la boca de refractario del quemador existente. El uso de una boca de refractario de quemador más gruesa permitiría a la refinería sustituir la boca de refractario del quemador existente por la nueva boca de quemador sin necesidad de modificar el suelo del horno. Era necesario mantener el mismo diámetro exterior de la boca del quemador para completar la adaptación dentro del plazo de tres semanas asignado a este horno. El apretado calendario general significaba que había que ahorrar todo el tiempo que se pudiera en el proyecto.
Otro aspecto en el que la refinería y el fabricante de quemadores colaboraron para reducir el tiempo necesario para que el horno volviera a funcionar a pleno rendimiento fue el refractario del quemador. Zeeco había previsto utilizar un material refractario de base acuosa con un 60% de Al2 O3 (alúmina) para la boca de refractario del quemador. Aunque este material tiene una temperatura de servicio de 3000°F (1650°C), a la refinería le preocupaba que el tiempo de secado necesario para alcanzar la adherencia cerámica del refractario obstaculizara el tiempo para alcanzar la plena carga en el horno una vez completado el cambio. El equipo del proyecto seleccionó un material refractario aglomerado con fosfato para la nueva boca refractario del quemador. La boca refaractaria para los quemadores con aglomerante de fosfato tiene el mismo contenido de alúmina, 60% de Al2 O3, y la misma temperatura de servicio, 3000°F (1650°C), pero no requiere ninguna precocción del material refractario una vez que se le da forma. La fundición del material con fosfato produce una reacción exotérmica durante el proceso de fraguado, y esta reacción exotérmica calienta el material refractario hasta la aglomeración cerámica, de modo que la boca de refractario del quemador no requiere ningún tiempo de secado adicional. La temperatura del horno puede aumentarse después del cambio en función de los requisitos del proceso de la refinería.
Posibilidad de ajustar el diseño del GB de chorro simple
Una de las principales lecciones que el equipo del proyecto había aprendido de anteriores adaptaciones de quemadores en cualquier horno es que debe haber cierta capacidad de ajuste mecánico del quemador una vez instalado. La mayoría de las refinerías seleccionan hornos que han estado en servicio durante muchas décadas. Mientras que el personal de operaciones de las refinerías es muy diligente en el mantenimiento de las áreas externas del horno, las áreas de funcionamiento interno de los hornos sólo se inspeccionan durante las revisiones. La mayoría de estas refinerías planifican ahora las revisiones cada 2-5 años, por lo que se reducen las oportunidades de corregir cualquier daño en las zonas internas.
Un reto común de la reconversión es que el refractario del suelo de los hornos en operación no es uniforme en cada ubicación del quemador. A lo largo de varias décadas de servicio, los niveles de refractario del suelo pueden degradarse, y sólo algunas zonas se reparan parcialmente durante las oportunidades de cambio. En consecuencia, los equipos de proyecto deben planificar y ser capaces de ajustar mecánicamente cada quemador individual a los espesores específicos del refractario en cada ubicación del quemador. Si no se prevé un ajuste mecánico, no es posible optimizar la operación de los quemadores para conseguir bajas emisiones de NOx. Si las diferencias de refractario del horno son demasiado severas, es posible que la estable operación del quemador también se vea afectado.
El quemador GB de chorro simple tiene tres áreas de ajuste: el primer ajuste es un ensamble adicional de orificios de montaje en la placa frontal del quemador; el segundo ajuste son los cubos de montaje para el riser de gas combustible principal y el piloto para el ajuste vertical; y el tercer ajuste es una placa de montaje deslizante para el ajuste horizontal del riser de gas combustible principal y el piloto.
En la figura 4, es fácil ver la ubicación de los orificios de montaje adicionales para la placa frontal del quemador. Este ajuste proporciona una solución al reto que se presenta cuando los pernos de montaje existentes en el plenúm de aire se han dañado durante el retiro de los quemadores existentes. Al incluir un ensamble adicional de orificios de montaje en la placa frontal que están desplazados en un pequeño ángulo con respecto a los pernos de montaje existentes, el personal de mantenimiento puede instalar los nuevos quemadores incluso si se produce este problema. En lugar de taladrar el perno de montaje existente y dañado, se puede instalar un nuevo perno de montaje en la nueva ubicación. Es mucho más rápido cortar el perno de montaje dañado existente e instalar un nuevo perno de montaje que reparar cada perno de montaje dañado.
La segunda área de ajuste es la inclusión de cubos de montaje y tornillos de fijación para ajustar la ubicación vertical del riser principal de gas combustible y el ensamble del piloto. La figura 5 muestra la ubicación de los cubos de montaje y los tornillos de fijación que se pueden aflojar para facilitar el ajuste vertical.
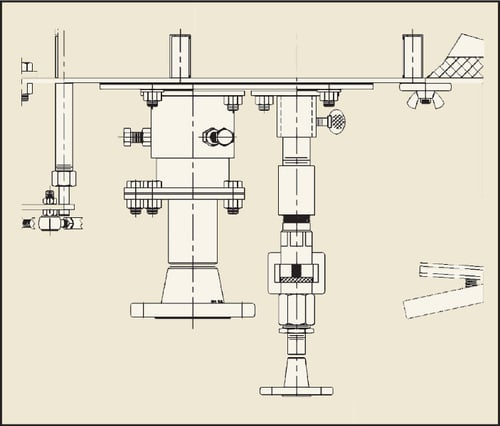
Figura 5. Tornillos de fijación y ajustes verticales del cubo de montaje para el ensamble principal de gas combustible y piloto.
Al proporcionar los tornillos de fijación y el cubo de montaje, es posible mitigar los efectos de las zonas irregulares del suelo refractario o de los suelos de los calentadores deformados por décadas de servicio. Esto asegura que el equipo de instalación pueda ajustar con precisión la ubicación del conjunto del cono, la punta de gas combustible principal y la ubicación del piloto para un funcionamiento óptimo del quemador y la reducción de las emisiones de NOx. Para evitar desajustes involuntarios durante futuras actividades de mantenimiento, el fabricante recomendó que el refinador permitiera al equipo de instalación soldar con tachuelas los cubos de montaje a un ajuste estático una vez que cada quemador se hubiera ajustado correctamente durante el giro. De nuevo, esto evitaría el movimiento vertical accidental del elevador de gas combustible, el conjunto de conos y la ubicación del piloto durante futuras actividades de mantenimiento.
La tercera área de ajuste es la inclusión de un pequeño elevador de gas combustible del quemador y la placa de montaje del piloto que tiene agujeros ranurados en la placa frontal del quemador. Esto permite ajustar el mecanismo de disparo principal del quemador en dirección horizontal sin cambiar la geometría de disparo entre el elevador de gas combustible principal, el conjunto de conos y la ubicación del piloto. La figura 6 muestra esta pequeña placa de montaje prevista en el quemador.
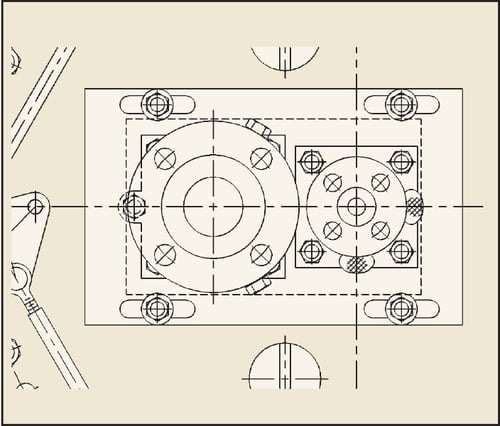
Figura 6. Placa de ajuste horizontal del elevador de gas combustible del quemador y de la placa de montaje del piloto.
Esta placa frontal más pequeña mitiga cualquier irregularidad en la ubicación de montaje en el pleno de aire común frente a la ubicación de la abertura del piso del calentador para el quemador. Si las dos aberturas en el pleno de aire común y el piso del calentador no son concéntricas, entonces las tuercas de montaje en la placa frontal deslizante más pequeña se pueden aflojar para ajustar el elevador de gas, el conjunto de cono y el piloto a la ubicación adecuada en el diámetro interior del azulejo del quemador. Si bien el quemador funcionará satisfactoriamente con el elevador de gas, el conjunto de cono y el piloto situados lejos del diámetro interior de la teja del quemador, su funcionamiento de esa manera aumentará las emisiones térmicas de NOx, ya que el quemador tendrá un IFGR reducido en la base de la llama del quemador. El ajuste que se muestra en la figura 6 permite la flexibilidad necesaria para completar un reajuste en las separaciones de los quemadores existentes en el suelo de un horno en un plazo breve, pero sin sacrificar el rendimiento de NOx.
Facilidad de mantenimiento
El último elemento para la adaptación del quemador fue una petición del refinador de utilizar un quemador que fuera fácil de mantener. El diseño GB Single Jet utiliza un conjunto de elevador de gas único con punta de gas. Este diseño es muy similar a los quemadores de emisiones convencionales que suelen conocer la mayoría del personal de mantenimiento y operaciones de las refinerías. Este diseño similar facilita al personal de mantenimiento de las refinerías la utilización de los procedimientos de limpieza existentes. La extracción del elevador de gas combustible se realiza fácilmente retirando cuatro tuercas de montaje y sacando el elevador de gas combustible del quemador. La figura 7 muestra el elevador de gas combustible y la punta de gas que requieren mantenimiento y limpieza rutinarios.

Figura 7. Al proporcionar un único tubo ascendente de gas combustible y una punta de gas fácilmente extraíbles, se reduce significativamente el tiempo de mantenimiento necesario en comparación con el tiempo de mantenimiento de un quemador de múltiples puntas de gas con bajas emisiones de NOx.
Conclusión y lecciones aprendidas
La reconversión se llevó a cabo a finales de 2016 y los quemadores suministrados han funcionado sin ningún problema mecánico. El personal de la refinería está satisfecho de que los quemadores hayan proporcionado una solución más robusta con un funcionamiento satisfactorio.
La refinería pudo llevar a cabo la reconversión del quemador en un plazo de tres semanas, con unos días de sobra. No fue necesario modificar el refractario del suelo y el uso del mayor grosor de la placa del quemador permitió instalar las 16 placas en dos turnos de trabajo. La refinería tuvo que utilizar aproximadamente el 25% de los orificios de montaje adicionales en la placa frontal del quemador debido a los pernos de montaje dañados en el plenúm de aire común. Zeeco estuvo en el lugar durante la parte final del cambio para ayudar a ajustar la ubicación vertical y horizontal del riser de gas combustible, el ensamble de conos y el piloto para un rendimiento óptimo y las emisiones térmicas de NOx. Los comentarios de la refinería indican que no hay evidencia de óxido u oxidación en los nuevos ensambles de registro de entrada de paletas, y el personal de operaciones puede ajustar fácilmente los registros de aire de entrada de paletas para un rendimiento óptimo del quemador. Aunque la reducción de NOx era un requisito secundario, la refinería informa de que los nuevos quemadores funcionan con la mitad de emisiones de NOx que los quemadores anteriores. La refinería está satisfecha con el rendimiento del quemador, tiene un quemador fácil de manejar y mantener, y ha reducido las emisiones térmicas de NOx del calentador de crudo.
Ryan D Roberts es un ingeniero senior aplicaciones en Zeeco, Inc. Él ha pasado los últimos 20 años de su carrera en el Grupo de Quemadores, y actualmente se centra en la adaptación de las instalaciones de quemadores existentes. Es licenciado en ingeniería mecánica por la Universidad de Oklahoma.
Descargar el artículo