Avances en la tecnología de quemadores
Eric Pratchard y Todd Grubb, de Zeeco, Inc. (EE.UU.), junto con Héctor Ayala, Aloke Sarkar y HS Lee, de ExxonMobil Technology and Engineering Company (EE.UU.), analizan el impacto que los avances en la tecnología dequemadores de NOX ultrabajo podrían tener en la combustión de hidrógeno ylas emisiones de NOX.
 ZEECO FREE JET® Gen 3 burner firing 100% hydrogen
ZEECO FREE JET® Gen 3 burner firing 100% hydrogen
Cumplirlos compromisos mundiales de emisión neta cero exige una descarbonización significativa de las industrias del petróleo y el gas y otras industrias pesadas. Una forma de alcanzar los objetivos de descarbonización es utilizar hidrógeno como combustible para quemadores de proceso en concentraciones cercanas al 100% en volumen, en lugar de combustibles basados en hidrocarburos. Los actualesquemadores de NOX ultrabajos (ULNB) y los nuevos diseños de quemadores pueden tener problemas con concentraciones elevadas de hidrógeno debido al mayor riesgo de retroceso de llama y a los elevados costes de gestión delas emisiones de NOX, ya que la mayor temperatura de llama del hidrógeno conduce a unaproducción de NOX más adiabática. A medida que crece la demanda de mejores soluciones con menosemisiones de carbono y NOX, el sector necesita un ULNB adecuado para la combustión de hidrógeno al 100% que mantenga unasemisiones de NOX mucho más bajas, y que sea fácil de adaptar a los quemadores existentes para minimizar el desembolso de capital necesario para descarbonizar los procesos clave de las refinerías.
Para satisfacer esta demanda, Zeeco y ExxonMobil han trabajado juntos para diseñar, desarrollar, probar y poner en marcha un nuevo diseño de ULNB de nueva generación que puede quemar hidrógeno al 100%, además de una amplia gama de composiciones de gas combustible, al tiempo que produceemisiones de NOX significativamente más bajas sin complicados o costosos sistemas de control adicionales o soluciones de emisiones. El nuevo quemador no utiliza recirculación externa de gases de combustión ni tecnología de premezcla pobre y cumple los objetivos tanto en sistemas de tiro natural como forzado con aire de combustión ambiente o precalentado.
The companies jointly conducted burner testing for both single and multi-burner configurations for a wide range of process conditions. Those test results showed good flame stability, performance, and emissions reduction, with flame dimensions similar to current-design ULNBs. ExxonMobil installed the new burners, named FREE JET Gen 3TM, in a process heater at its facility in Baytown, Texas, US. Early operational results were consistent with burner performance testing, and the burners are delivering emissions reduction and operational flexibility as expected.
Las tecnologías emergentes actuales y los sistemas de reducción catalítica selectiva (SCR), considerados posibles alternativas a este nuevo diseño de quemador, pueden ser complejos, caros y requerir sistemas de protección o requisitos operativos adicionales.
La combustión de hidrocarburos que contienen hasta un 80% de hidrógeno reducelas emisiones de CO2 a la mitad. Para lograr mayores reducciones de carbono, se necesita una mayor concentración de hidrógeno, probablemente cercana al 95%, para alcanzar los objetivos de emisiones netas cero. Por lo tanto, para cumplir los objetivos de la industria en materia de descarbonización, debe estar disponible comercialmente un diseño de quemador de proceso que pueda quemar de forma segura y rentable cerca del 100% de hidrógeno.
La mayoría de las calderas y hornos de proceso actuales se diseñaron para quemar gas natural o gases combustibles de refinería que contienen una elevada proporción de hidrocarburos más hidrógeno, gases inertes y trazas de otros compuestos. El contenido de hidrógeno de un gas combustible típico de refinería puede variar entre el 20 y el 40%. Cuando se convierten los quemadores para quemar hidrógeno alto, se necesitan concentraciones del 90 - 100% y eso cambia los parámetros de funcionamiento del quemador, requiriendo adaptaciones en el diseño para asegurar un funcionamiento óptimo del quemador y del calentador.
La velocidad de la llama del hidrógeno es significativamente superior a la de los combustibles de hidrocarburos típicos, lo que se traduce en una combustión más rápida y una mayor liberación de calor por unidad de volumen. La velocidad de la llama de la combustión del hidrógeno es de aproximadamente 1,7 m/s, mientras que la del gas natural es significativamente más lenta, de sólo 0,4 m/s. Además, la temperatura adiabática estequiométrica de la llama del hidrógeno (2182 °C o 3960 °F) es superior a la del gas natural (1937 °C o 3520 °F). La alta velocidad de la llama del hidrógeno hace que la combustión se produzca más rápidamente que cuando se quema gas natural. Este rápido proceso de combustión libera la energía de combustión en un volumen más pequeño, lo que da lugar a elevadas temperaturas localizadas cerca de la llama, que agravan el efecto de las inherentemente elevadas temperaturas adiabáticas máximas de la llama sobre los índices deemisión de NOX. Cualquier región con temperaturas elevadas por encima de 760°C (1370°F) es propicia para crear pequeñas cantidades deformación de NOX y a temperaturas superiores a 1100°C (2000°F), los NOXaumentan exponencialmente.1
Los ULNB actuales producen a menudo un 50% más deemisiones de NOX cuando cambian de combustible de bajo a alto contenido en hidrógeno. Se espera que los requisitos normativos locales para los límites deemisión de NOX sigan aumentando, independientemente de la combustión de hidrógeno. Por lo tanto, los diseños de ULNB de próxima generación que sean adecuados para quemar hidrógeno al 100% también deben reducirlas emisiones de NOX más que la generación actual de ULNB.
Tecnologías ULNB actuales
Los diseños de los quemadores de proceso han mejorado a lo largo de las décadas, y se han utilizado diversas tecnologías para reducir lasemisiones de NOX, centrándose principalmente en la manipulación de zonas localizadas de la mezcla aire/combustible para crear zonas de combustión ricas o pobres en combustible con el fin de reducir la temperatura máxima de la llama y laformación de NOX. El escalonamiento del aire, el escalonamiento del combustible, la recirculación interna de los gases de combustión (IFGR) y la premezcla pobre han sido las principales técnicas para reducir los NOXcon los ULNB disponibles en la actualidad. Sin embargo, estas técnicas no pueden satisfacer las exigencias de la combustión de hidrógeno elevado manteniendo al mismo tiempo lasemisiones de NOX dentro de los límites.
Las tecnologías emergentes han intentado utilizar combinaciones de estos métodos, y conceptos como la "combustión sin llama" han resultado prometedores. Sin embargo, estos diseños de quemadores requieren un hardware complicado, controles sofisticados y sistemas de protección que deben añadirse al equipo existente. Además, estos quemadores se limitan normalmente a instalaciones de tiro forzado, lo que los hace inadecuados para la mayoría de las reconversiones sin una inversión significativa, ya que la mayoría de los calefactores son de tiro natural. Algunos de estos diseños también utilizan tecnologías de premezcla pobre, que pueden tener limitaciones potenciales de retroceso de llama cuando se queman combustibles con alto contenido de hidrógeno, especialmente en el extremo inferior de la liberación de calor del quemador (es decir, en las reducciones más altas del quemador).
La instalación de una unidad SCR es un medio alternativo de abordar lasemisiones de NOX más elevadas debidas a la combustión de hidrógeno elevado. Un SCR es un sistema de postcombustión instalado en el conducto de gases de combustión después de la sección de convección. Los SCR pueden reducirlas emisiones de NOX hasta en un 95%, pero su instalación supone un importante gasto de capital con problemas de funcionamiento a largo plazo. Además, el espacio adicional que requiere un SCR puede suponer un reto, sobre todo cuando se adapta un equipo existente. Por último, los SCR deben funcionar dentro de los límites especificados de temperatura de los gases de combustión e índices de inyección de amoniaco/urea para evitar el deterioro del lecho del catalizador y/o el deslizamiento de amoniaco a la atmósfera.
Tecnología ULNB avanzada
Para hacer frente a estos retos de la industria se necesita un quemador de proceso capaz de procesar el 100% de hidrógeno sin controles complicados, sistemas adicionales ni requisitos únicos de espacio y forma. ExxonMobil y Zeeco colaboraron en un nuevo diseño de quemador capaz de cumplir los requisitos mencionados y de pasar de una variedad de mezclas de combustible al 100% de hidrógeno y viceversa. El quemador resultante es un diseño pendiente de patente que incorpora una nueva configuración cuadrada de las baldosas del quemador y una adaptación de la tecnología ULNB de eficacia probada para reducir significativamentelas emisiones de NOX. Las dos empresas colaboraron en el diseño, las pruebas de rendimiento y las pruebas de campo del diseño para verificar que alcanzara de forma segura y rentable los objetivos de rendimiento y emisiones.
Previous generations of the process burners using FREE JET theory had individual burner staged fuel tips with a single fuel port. This optimised the benefit of IFGR to lean the fuel mixture and, when combined with the round tile shape, produced a nearly universal lean fuel mixture composition along the burner firing ledge. Primary firing tips located along the inner diameter of the burner throat ensured burner stability, and the uniform flame temperature resulting from the fuel mixture has generated positive NOX performance for more than two decades.
The new square-tile burner design builds upon the well-established FREE JET concepts but also introduces a new way of staging fuel and air to reduce thermal NOX generation further. The new burner reduces the number of staged fuel tips but adds multiple ports to each tip that deliver fuel mixture along the tile surface. Fewer points of fuel introduction and the new square tile shape create non-uniform areas of rich and lean fuel mixtures. These non-uniform areas mean the primary tips that generate
Los niveles más altos de NOX térmicopueden situarse en una región de combustible pobre para reducir la temperatura de llama combinada producida por el combustible primario y el combustible escalonado. La zona situada entre las puntas primarias tiene una mezcla más rica en combustible que permanece estable sin la asistencia de la punta primaria.
El nuevo diseño de baldosas cuadradas ofrece unrendimiento de NOX de un solo dígito al quemar combustibles típicos de refinería, y mantiene un fuerte rendimiento incluso al quemar hidrógeno al 100%. El rendimiento estable, fiable y práctico en una amplia variedad de combustibles significa que los operadores tienen la capacidad de quemar 100% de hidrógeno, una amplia variedad de composiciones de gas combustible de refinería/petroquímica, 100% de gas natural y grandes volúmenes de gas de bajo BTU (LBG), y de alternar entre varios combustibles con mayor facilidad. El quemador es capaz de una reducción de 5:1 en la liberación de calor. El tamaño de las baldosas del quemador es comparable al de los quemadores existentes de liberación de calor similar, y utiliza una única conexión primaria de gas combustible al quemador para limitar las modificaciones de las tuberías de gas combustible. Este diseño no requiere combustible adicional, controles de aire o sistemas de protección. La figura 1 muestra el nuevo diseño de quemador instalado en una unidad en funcionamiento desde hace casi un año.

Figura 1: Quemadores nuevos instalados en una unidad en funcionamiento
Este diseño no utiliza la metodología tradicional de premezcla pobre, lo que elimina los problemas de retroceso de llama del quemador. No es necesaria la recirculación externa de los gases de combustión. Además, el quemador puede funcionar en modo de tiro forzado o natural y con aire de combustión ambiente o precalentado.
La figura 2 ilustra el rendimiento delas emisiones de NOX en comparación con los ULNB modernos. Este nuevo diseño de quemador reduce lasemisiones de NOX en aproximadamente un 50 % y, al mismo tiempo, permite quemar hasta un 100 % de hidrógeno sin sacrificar la estabilidad de la llama.
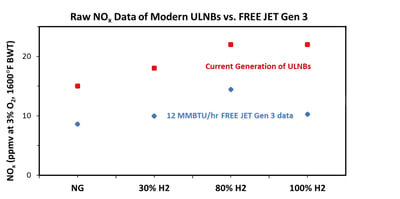
Figura 2: Resultados de la prueba de quemador del rendimiento de NOx FREE JET Gen 3 en una gama de mezclas de combustible de hidrógeno frente al NOx medido de varios UNLB de la generación actual
Resultados de las pruebas de rendimiento
El nuevo diseño de quemador se probó rigurosamente en diversas condiciones de funcionamiento para verificar su rendimiento y evolucionar su diseño. El amplio programa de desarrollo de las empresas incluyó pruebas con un solo quemador, pruebas con varios quemadores, aire ambiente y precalentado, aplicaciones de tiro forzado y tiro natural; y combustión de gas natural, mezclas típicas de gas combustible de refinería/petroquímica, 100% de hidrógeno y gases residuales LBG. Las pruebas del diseño final mostraron un buen rendimiento y estabilidad de la llama en una amplia gama de composiciones de gas combustible. Las tablas 1 a 4 resumen los resultados de las pruebas de los quemadores en distintas condiciones.




La figura 3 muestra las pruebas de un solo quemador en una gama de concentraciones de hidrógeno en las mezclas de combustible. Como se puede ver en las imágenes, el quemador probado incluía una boquilla para el disparo de combustible LBG (la gran boquilla circular en el centro del quemador), pero el LBG no estaba en servicio cuando se tomaron las fotografías.

Figura 3: Pruebas con un solo quemador que muestran distintos niveles de hidrógeno en el gas natural
Los resultados de las pruebas muestran que el quemador es totalmente capaz de quemar el 100% de hidrógeno y proporciona una reducción de aproximadamente el 50% en laemisión de NOX, con un rendimientode emisión de NOX de un dígito en la combustión de gas natural. Incluso con un 100% de hidrógeno, laemisión de NOX fue cercana a un dígito, aproximadamente 10 ppm(v) en la aplicación de tiro natural y 9 ppm(v) en la aplicación de tiro forzado, valores corregidos al 3% de O2seco . Se observó quela emisión de NOX aumenta a medida que se incrementa el contenido de hidrógeno en el gas combustible, pero alcanza su punto máximo en torno al 80% de hidrógeno y después desciende hasta el 100% de combustión de hidrógeno, como se aprecia en los datos del combustible C de la Figura 3. El sondeo de CO y elperfil de O2 verificaron que la longitud y la anchura de la llama son comparables a las de los ULNB de la generación actual. Las pruebas de CO verificaron la estabilidad de los quemadores independientemente de la composición del combustible.
Se realizaron pruebas con varios quemadores para examinar los posibles efectos adversos de cualquier interacción entre llamas enla emisión de NOX y se comprobó que los impactos eran insignificantes. Dado que muchos de los calentadores existentes más antiguos tienen quemadores con una separación menor que la recomendada por la norma API 560, se realizaron pruebas adicionales con quemadores con una separación menor que la recomendada por la norma API 560. El aumento de las emisiones de NOX fue inferior al 20% cuando se redujo la separación entre quemadores. El aumento delas emisiones de NOX fue inferior al 20% cuando la separación entre quemadores se redujo al 75% de la recomendada por la norma API 560 en una amplia gama de combustibles, incluido el 100% de hidrógeno.
Resultados de las pruebas sobre el terreno
ExxonMobil instaló 12 de los quemadores FREE JET Gen 3 de Zeecoen uno de los calentadores cilíndricos verticales de sus instalaciones de Baytown para su aplicación en campo a principios de 2024. Los quemadores son de tiro forzado, aire precalentado, aptos también para funcionamiento con aire ambiente de tiro natural, y tienen una liberación de calor de diseño de 9,8 millones de Btu/hr (base LHV) cada uno. La emisión de CO se mantuvo conforme incluso durante la puesta en servicio sin necesidad de adoptar medidas de mitigación adicionales.
La emisión de CO se mantuvo por debajo de una media móvil de 50 ppm por hora incluso durante las operaciones de arranque. Los informes de campo confirmaron que todos los quemadores se mantuvieron estables incluso a bajos regímenes de encendido y con un exceso de oxígeno de hasta 10 vol% (húmedo). Las pruebas preliminares de emisiones se realizaron con los quemadores encendidos entre el 60 y el 75% de la liberación de calor diseñada, con una concentración de hidrógeno en el gas combustible que oscilaba entre el 45 y el 60%, y con una temperatura del aire de combustión entre 135 y 230°F.Las emisiones de NOX medidas cuando se corrigieron al 3% de O2( en seco) y a una temperatura de la pared del puente de 1600°F se mantuvieron en 12 ppm o por debajo de este valor. Esto coincidió con los resultados de las pruebas de rendimiento.
Conclusión
En los próximos años habrá demanda de ULNB de nueva generación aptos para la combustión de hidrógeno al 100%, pero conemisiones de NOX mucho más bajas. Estos quemadores deben ser fáciles de adaptar a las calderas existentes, fáciles de instalar en nuevas calderas y deben tener unos requisitos mínimos de hardware y control.
Esta nueva generación de ULNB satisface las demandas de la industria y puede preparar hoy mismo una instalación para el cambio de combustible. El quemador es adecuado tanto para aplicaciones de tiro natural como de tiro forzado, para aire ambiente y aire precalentado, y puede trabajar con una amplia gama de composiciones de gas combustible, incluido el hidrógeno al 100%, y ha sido probado en instalaciones sobre el terreno. El quemador mantiene el rendimiento y las dimensiones de la llama de los ULNB de la generación actual, al tiempo que reduce significativamentelas emisiones de NOX.
Notas
Todas las referencias al % de contenido de hidrógeno son en volumen%.
ExxonMobil Technology and Engineering Company tiene numerosas filiales, muchas de ellas con nombres que incluyen ExxonMobil, Exxon, Mobil, Esso y XTO. Por comodidad y simplicidad, estos términos y otros como "Corporation", "company", "our", "we" y "its" se utilizan a veces como referencias abreviadas a una o más filiales o grupos de filiales específicos. Las referencias abreviadas que describen organizaciones operativas globales o regionales, y líneas de negocio globales o regionales también se utilizan a veces por conveniencia y simplicidad. Nada de lo aquí contenido pretende anular la separación corporativa de las empresas afiliadas.
Referencia
- Boletín técnico: Nitrogen Oxides (NOx), why and how they are controlled', US Environmental Protection Agency, (noviembre de 1999), https://www3.epa.gov/ttn/catc/dir1/fnoxdoc.pdf.